

Tradisjonelt blikkenslagerarbeid
Fremstilling av takrenne og nedløp i sink
Hvordan laget man egentlig gamle takrenner og nedløp før fabrikkene overtok? Kan man fortsatt få tak i blikkenslagere som kan tradisjonelle teknikker? Ja det kan man og her får du se hvordan man lager varene. Fra plater til ferdige takrenner og nedløp! Dette dokumentasjonsprosjektet ble initiert og utført med finansiering fra Norsk håndverksinstitutt. Norsk Håndverksintitutt arbeider med flere prosjekter som dokumenterer tradisjonelt blikkenslagerarbeid.
I dag fremstilles stort sett standariserte nedløp og takrenner på fabrikk. Ofte passer ikke disse så godt til den eldre bygningsmassen. Bendene er bøyde og ikke knekt, de er ofte produsert av lakkert stål eller i noen tilfeller plast.
Tradisjonelt blikkenslagerarbeid har desverre fått liten oppmerksomhet innen bygningsvernet. Det kan nok ha mange årsaker. Kostbare løsninger og vanskeligheter med å finne kvalifisert arbeidskraft er nok viktige grunner. Mange omreisende var blikkenslagere- i en tid med fordommer ga det faget lav status. Tiltross for at utøverne hadde fullgod faglig forankring og håndverket som ble utført hadde god kvalitet.
Terje A. Granås har dokumentert tradisjonelt blikkenslagerarbeid gjennom å følge produksjonen av nedløp og takrenner. Med seg hadde han kamera, penn og papir og ikke minst blikkenslager og tradisjonsbærer Audun Larsen og blikkenslager Inge Myhren. Inge er blikkenslager hos Bøylestad Moen AS. Bedriften mottok Bygg og Bevarprisen 2019!
Blikkenslagerens utgangspunkt
Utgangspunktet for produksjonen av takenner og nedløp er i dette tilfellet plater av sink. For en amatør er det er lett å tenke seg at blikkenslageren da fremstiller ulike maler for masseproduksjon av nedløp og rør. Selve fremstillingen vil da være lik for alle dimensjoner, men malene ville ha variert med størrelsen man ønsker på anlegget. Slik tenker nødvendigvis ikke tradisjonsbæreren. Audun Larsen mente at tradisjonsutøvelsen var basert på utnyttelsen av materialet og at så lite som mulig av utgangsmaterialet skulle gå til spille. Dette ville styre videre dimensjonering av takrenner og nedløp.
En normal sinkplate har størrelsen 1x2m. I hovedsak vil all kapping av slike plater gjøres i striper på 0,25x1m. Dette utnytter materialet fullstendig. Unntaket er skvettsinken som gjerne klippes i 20 cm bredder som knekkes til 3cm mot tak og 17 mot renne (Skvettsink også kalt bordtakbeslag går fra toppen av nederste lekte og ned i takrennen for å hindre at vann kommer ned mellom takrennen og stussbordet).
Dette er altså grunnlaget for alle mål og størrelser, og gir rør og deler med en diameter på ca 70 mm, samt renner på ca. 125 mm (5 ”).
Produksjon av de forskjellige delene
Komplett takrenne:

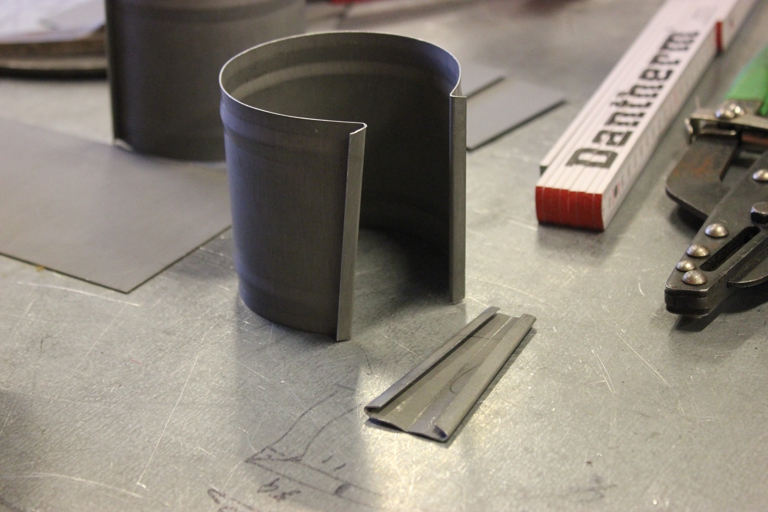
Etter at de ferdige emnene er klippet ut, valses de til den ferdige krumningen takrenna skal ha. Foto: Terje Granås

Videre lages det en vulst og en avstivingsknekk på emnet. Dette arbeidet gjøres i et vulsteapparat. Foto: Terje Granås

Her vises takrenna med vulst på høyre side og avstivingsknekk på venstre. Foto: Terje Granås
Terje er smed og spesialist på eldre smiteknikker. I perioden 2008-2011 var han stipendiat ved Norsk Håndverksinstitutt. Som stipendiat jobbet han med å finne ut hvordan tidligere smeder arbeidet. Videre undersøkte han smiing med forskjellige fremgangsmåter for å få det ferdige resultatet så likt kildematerialet som mulig.
Terje har også arbeidet på Bygningsvernsentret i Aust-Agder. I dag driver han Øksesmia Terje Anders Granås i Arendal. Her produserer han blant annet økser/biler, huggjern, navare og mye mer.
Tapperør produseres og monteres

Tilkobling fra renne til nedløp gjøres i et tapperør. Her brukes en sikkemaskin for å gi tapperøret en fals/flens. Den skal ligge på innsiden av renna. Foto: Terje Granås

Neste trinn er å smi/drive falsen rett. Foto: Terje Granås

Videre må hullet i renna klippes. Foto: Terje Granås

Så tilpasses falsen til krumingen i renna. Foto: Terje Granås

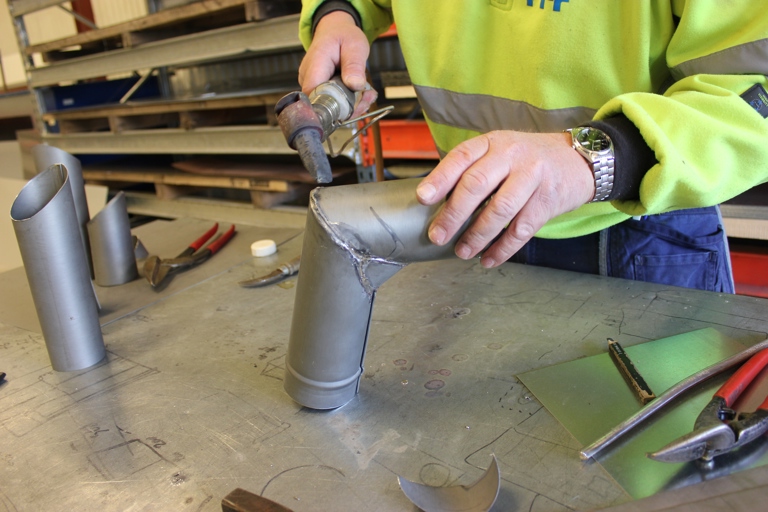
Her loddes tappestykke fast i renna. Som en følge av konstruksjonen vil det forhøyde tappestykke føre til at det blir stående litt vann i renna. Dette er en fordel, for et lite vannspeil i bunn beskytter mot partikkelslitasje fra taket og varigheten på renna blir lengre. Foto: Terje Granås

Det siste som blir gjort med renna er å lodde på endebunn/lokket. Dette klippes senere til rett form. Foto: Terje Granås
Produksjon av nedløpsbend og utkast

Produksjonen av disse starter med en utbretting. Dersom man har en mal er ikke dette nødvendig. Lengden på bendene og mellomrør må lages i forhold til takutstikk. Videre skal de lages svakt koniske, slik at de tres på utsiden av tapperøret i renna. Foto: Terje Granås

Avhengig av plassering og vannstrøm, legges falsen alltid på oversiden i bendet. Dersom falsen legges på undersiden, vil den kunne bli utsatt for frostsprenging. Foto: Terje Granås

En dobbelt fals knekkes på ferdig utklipt emne. Dette gjøres på en side før valsing. Foto: Terje Granås
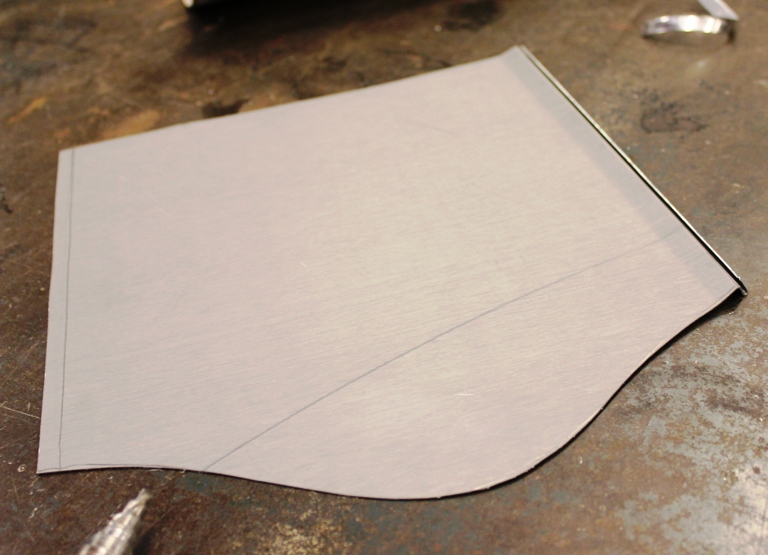
Her er emnet klart for valsing. Begge emnene er knekt med dobbeltfals og svakt forbøyd i område nærmest falsen. Foto: Terje Granås
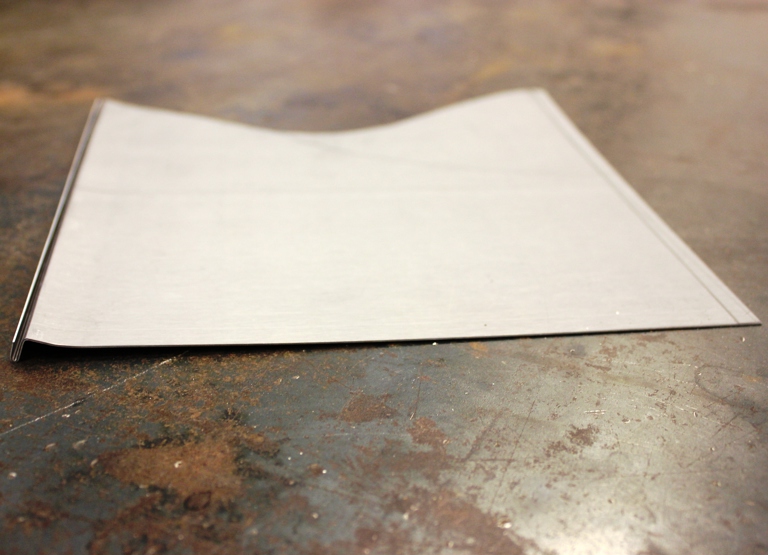
Merk også at emnene er motsatte, jamfør tidlige opplysninger om falsens plassering i forhold til vannstrøm. Alltid på oversiden av bendet. Foto: Terje Granås.

Valsing av ferdig forbøyd emne. Foto: Terje Granås

Etter valsingen knekkes det en ny fals på emnet. Foto: Terje Granås

Et egnet mothold brukes som underlag for lukking og låsing av falsen. Foto: Terje Granås

Låsingen skjer med en egen fallmeisel. Denne er tilpasset bredden på falsen. Låsingen gjør at falsen blir sterkere, slik at den ikke glir fra hverandre. Foto: Terje Granås
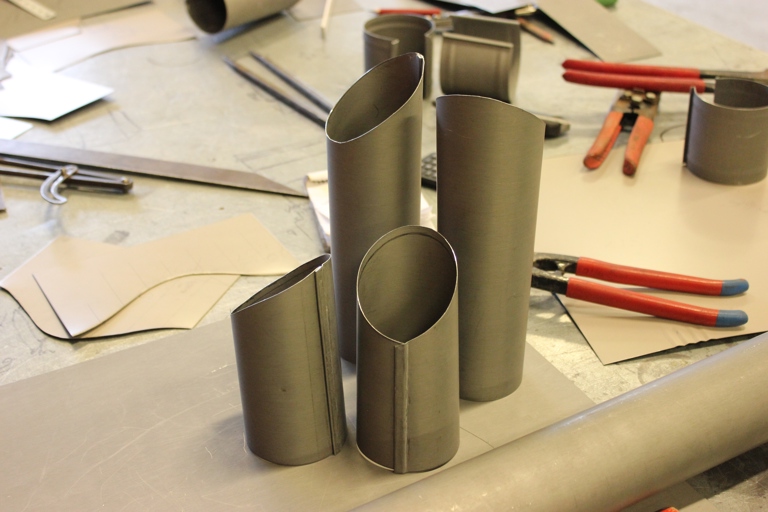
Her vises ferdige emner til både utvendig og innvendig fals. Foto: Bygg og Bevar
Her er det ene emnet brettet og tilpasset det andre slik at loddingen skal bli tett. Foto: Bygg og Bevar

Her er passformen god! Foto: Terje Granås

Emnene fikseres, strykes med loddevann og loddes. I dette tilfelle er fikseringen gjort manuelt. Loddebolten er gassdrevet. Foto: Bygg og Bevar

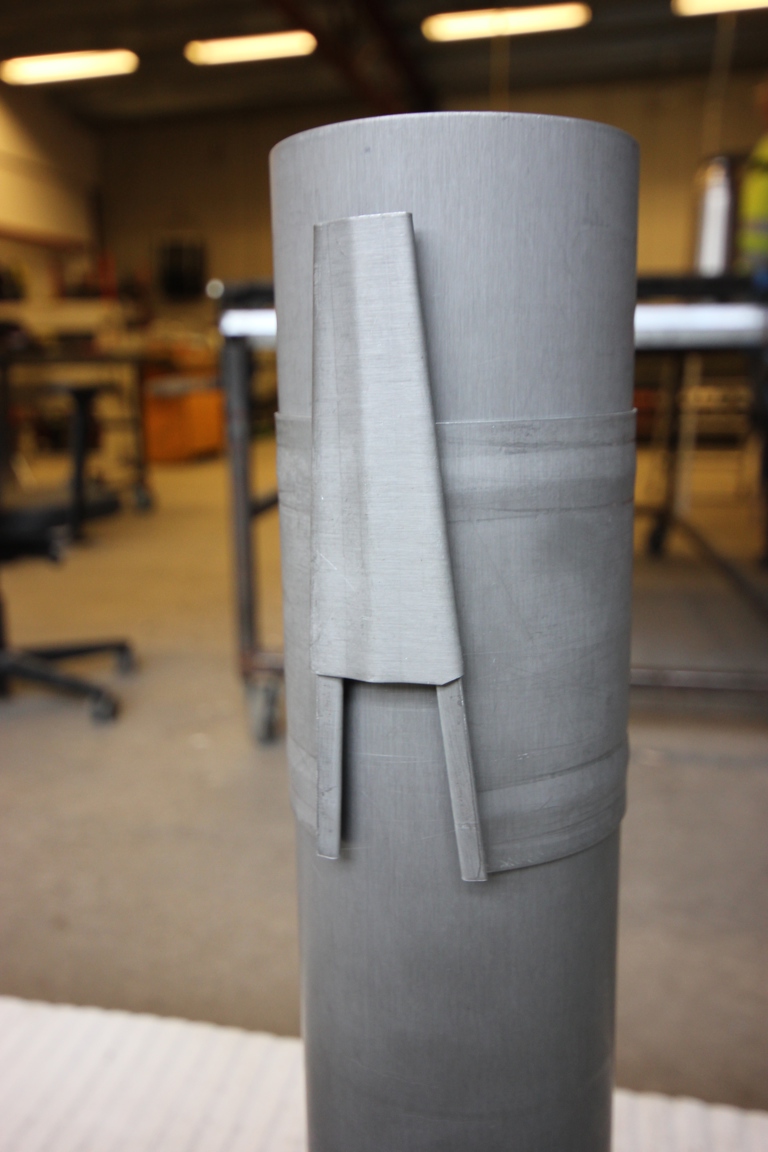
Når de ulike delene til bendet er loddet sammen settes det på en "fisk". Dette er en forsterkning på bendet. Hvis "fisken" loddes over en fals, tilpasses den ved klipping eller hamring. Foto: Terje Granås
Til slutt strykes loddingene for å få et pent resultat. Foto: Terje Granås
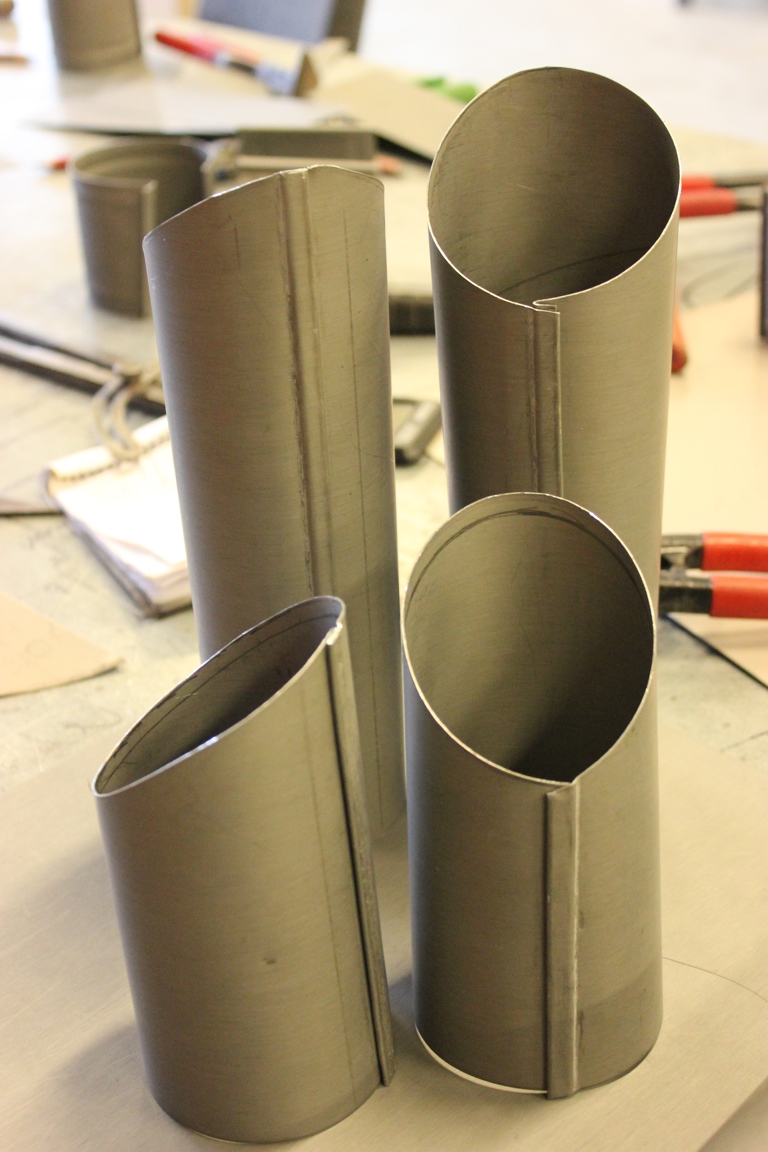
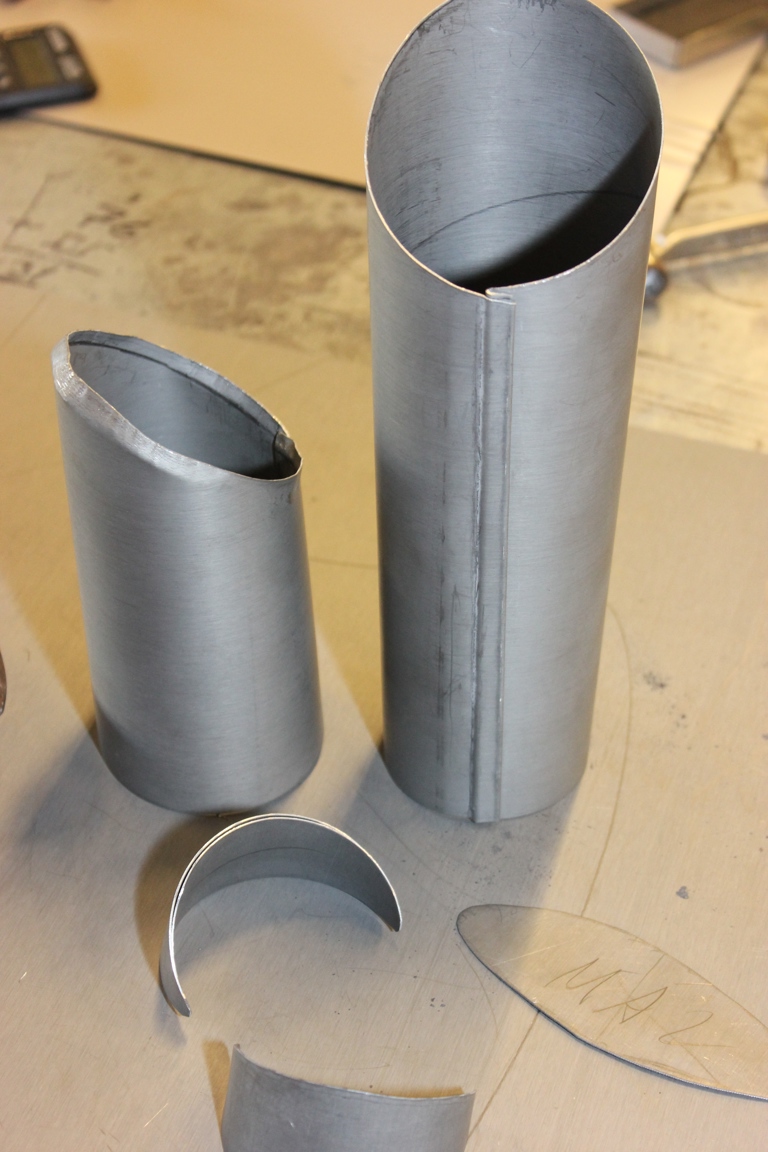
Denne fremgangsmåten som er vist for bend brukes også når utkast lages. Den største forskjellen er at bend har koning i begge ender, men utkast har ikke. Foto: Terje Granås
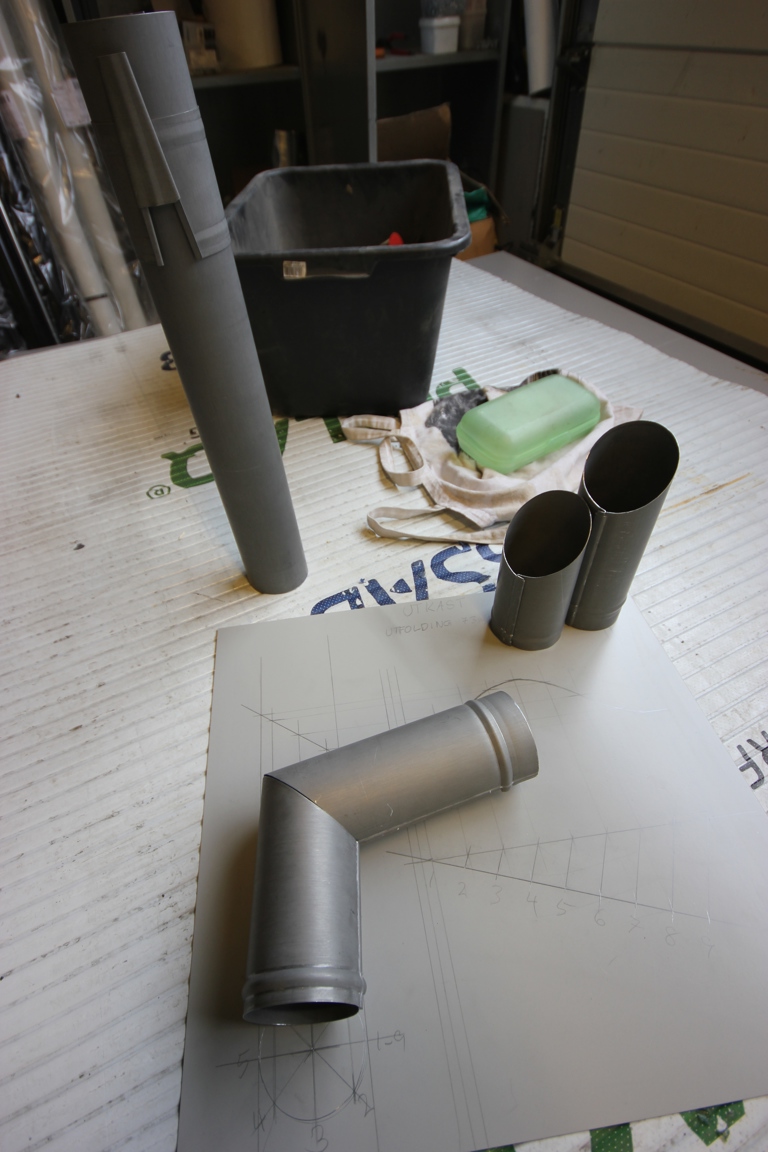
En annen forskjell er at utkastet gjerne kan ha en liten dekor, i dette tilfellet en vulst. Foto: Terje Granås
Produksjon av øvrige deler
Nedløpsrør

Produksjonen av dette er som vist med knekking av fals, valsing og tetting av fals. Foto: Terje Granås
Fisk

Dette er forsterkningen mellom to rør i et bend/utkast. Fisken klippes ut av en egnet platebit. Foto: Terje Granås

Videre valses fisken til den egnede krumning. Den loddes på bend og utkast slik som vist tidligere. Foto: Terje Granås
Mellomstykker

Disse lages av plateremser i passende bredde. Bredden bestemmer avstanden fra veggen. Foto: Terje Granås

Slik er ferdige emner. Her vises også vulsteapparatet. Foto: Terje Granås
Klammer med fjør
Klammer monteres på avstandsstykkene og holder nedløpet fast på veggen. Klammeret låses med ei fjør. Fremgangsmåten for produksjon er tilsvarende for andre deler som valses og knekkes. Foto: Terje Granås

Ofte gis klammeret en liten dekorasjon i form av en vulst. Dette gjøres med en sikkemaskin. Foto: Terje Granås
Fjøra klippes til og knekkes til ønsket form. Foto Terje Granås


Andre deler
Det eneste som ikke ble laget i løpet av denne prosessen var takrennekrokene. Under følger et bilde av maskinen som kan fremstille disse på en rasjonell måte.

Maskin for fremstilling av rennekroker. Foto: Olle Stenby


