

Øks - til lafting og tradisjonsbygg
Godt verktøy er halve jobben!
Sier vi spiker, tenker du hammer. Sier vi laft tenker du øks. For øksen er verktøyet med stor V når det kommer til lafting. Det var en tid da øksen faktisk var enerådende på omtrent alt tømrerarbeid. Den er det første virkelig multiverktøyet. Enkel og solid, kraftfremmende, men også presis - og ikke minst ingen bevegelige deler.
En erfaren tømrer kan nesten reise et helt hus utelukkende ved bruk av øksen, prøv det med et moderne multiverktøy! Det er kanskje ikke så rart at øksen har en fremskutt posisjon også hos dagens tradisjonsbærere. Men øksa har ikke bare mange bruksområder. Den er også snill mot husene. Øksa har nemlig klare fordeler i materialbehandlingen. Når den skjærer seg gjennom fibrene så blir overflatene i treverket glatte og tette. En slik overflate gjør tømmeret mer motstandsdyktig mot vanninntrenging og mikroorganismer enn sagde snitt. Nå vet du at du trenger en øks, så hvordan lages den og hvordan bør den være?
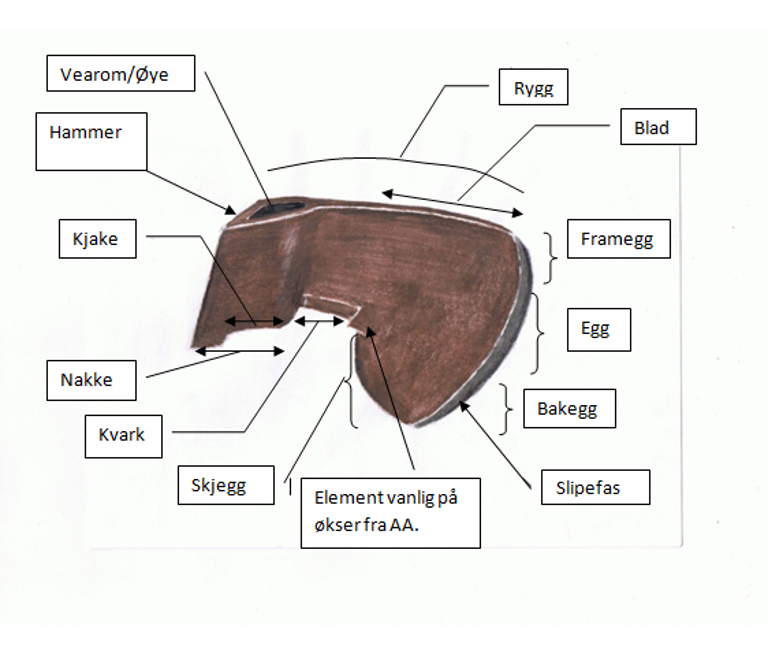
Øksens elementer. Illustrasjon: Fra del av avsluttende oppgave for Terje Granås, «Oppbygging av ei bile fra Aust-Agder». Granås var i en treårig stipendiatstilling i smedfaget ved Norsk håndverksinstitutt fra 2008 til 2011.
Øksen, en forlengelse av eieren
Å finne seg en god øks til tømrerarbeid handler gjerne om utprøving og personlige preferanser. Vi kan allikevel peke på noen trekk den kan ha. Det finnes nemlig utallige variasjonsmuligheter i forhold til tyngde, skjefting, balanse, størrelse, bruksområde og fremstillingsmåte.
Når det gjelder bladet er det en fordel om det er tynt i motsetning til hva vi finner hos en kløyvøks. Et tynt blad gjør at det kan arbeides mer parallelt med emnet og ikke vinkelrett på det. Dette gjør huggingen finere og mer presis. Her spiller også øksens vekt inn. Når det skal arbeides lenge bør den ikke blir for tung. Konsentrasjonen skal være på presise hugg og ikke på kraft. En vekt mellom 2,4 og 2,8 kg passer bra for de fleste.
Foretrekker å lage skaft selv

Skaftet på øksa bør være kort. På denne måten blir minst mulig stikkende ut når man arbeider. Ofte vil man holde ganske langt opp på skaftet for presise og forsiktige hugg. En lengde på rundt 40 cm er gjerne tilstrekkelig. Tykkelse bør passe grepet godt. De gamle bilene hadde gjerne et skaft som tømrerne lagde selv. Slik kunne de tilpasses personlige ønskemål. Mange gamle økser har rette skaft, for bedre balanse og grep kan imidlertid forme skafte i en mer buet form. Dersom du ønsker å lage skjeftet selv er eik, bjørk, ask og lønn gode materialer.
Åringenes plassering i skaftet har faktisk en viss betydning. Dersom årringene er tverrgående på skafteemne demper dette effekten på slaget bedre enn hvis åringer går på langs.
Hvordan skjeftet er festet i bilen har variert noe mellom de ulike landsdelene. Vi skiller gjerne mellom tre former. Underskjeftet, rettskjeftet eller overskjeftet. Dette mynter på skjeftets vinkel i forhold til eggen på bilen.
Smidde økser – hvordan de lages
En øks kan fremstilles på ulike måter. Det kan være ved pressing, valsing eller smiing. Tradisjonelt er lafteverktøy håndsmidd. Slike verktøy er noe dyrere, men mye morsommere å eie!
Når en øks smis benytter man jern og stål med ulike egenskaper. Det reflekterer de ulike egenskapene man søker i verktøyet. Eggen på øksa skal være skarp og hard. Den bør tåle at det hugges i harde grankvister. Man feller derfor inn et stykket hardt stål i eggen. Dette gjøres på ulike måter. I noen tilfeller brettes emnet rundt eggstålet. En annen tilnærming er å meisle opp eggen på øksa og felle på et stykke eggstål som sveises sammen med det omliggende materialet.
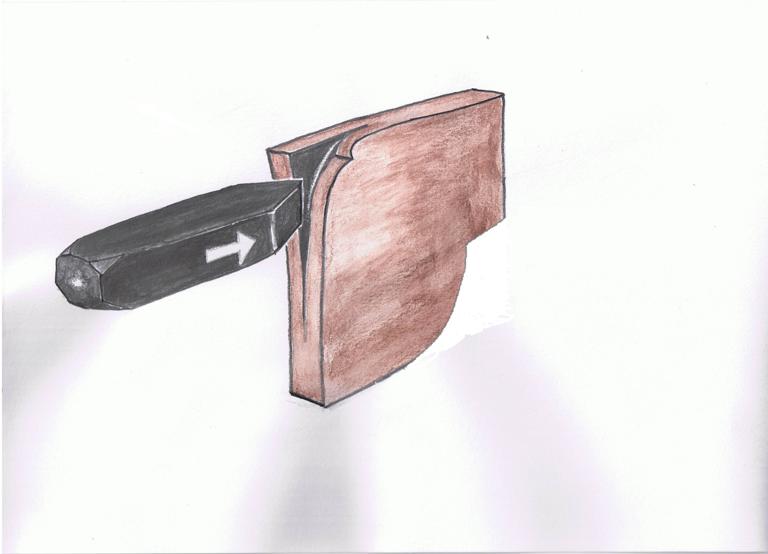
Delen av øksen som skal utgjøre eggen meisles opp . Eggstålet legges på den kløyvde delen , deretter smisveises delen sammen. Illustrasjon: Fra del av avsluttende oppgave for Terje Granås, «Oppbygging av ei bile fra Aust-Agder». Granås var i en treårig stipendiatstilling i smedfaget ved Norsk håndverksinstitutt fra 2008 til 2011.
Når man lafter må også øksa tåle brytninger, derfor fremstilles gjerne den midtre delen av øksen i seigt jern. Da risikerer man ikke at øksa brekker. I hammeren eller nakken på øksa sveises det igjen inn et stykke hardt stål. Enden kan således benyttes til slag.
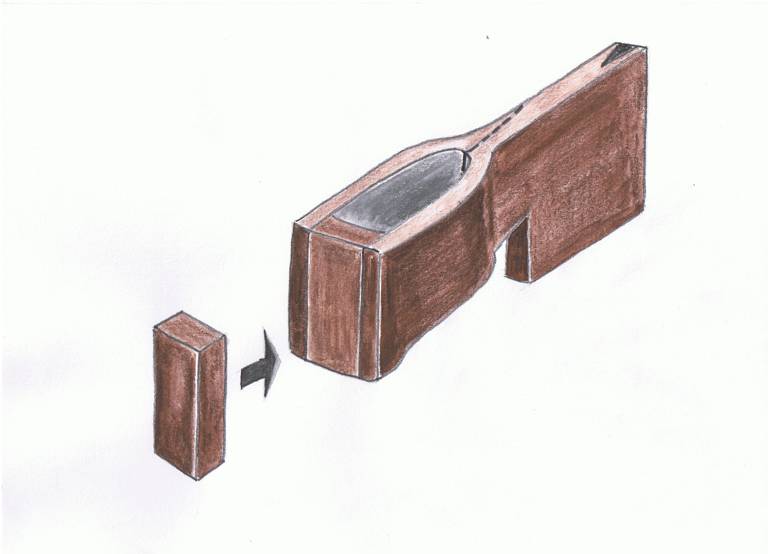
Øksehammeren. Som en lukking av vearommet i bakkant sveises en jernbit inn mellom sidene i øksenakken. Øksehammeren. llustrasjon: Fra del av avsluttende oppgave for Terje Granås, «Oppbygging av ei bile fra Aust-Agder». Granås var i en treårig stipendiatstilling i smedfaget ved Norsk håndverksinstitutt fra 2008 til 2011
Herdingen av stålet er avgjørende
Det aller viktigste ved fremstilling av økser er herdingen og anløpningen av stålet. Dette er nesten en mytisk prosess som har vært med å bedømme smedens evner som verktøymaker. Prosessen er helt avgjørende for om det blir en god øks eller ikke.
Ved herding og anløping er temperaturene på materialet utslagsgivende. Dette stiller store krav til smedens ferdigheter til å lese stålets farge, som får ulike nyanser ved forskjellige temperaturer. Ved herdingen varmes stålet til en temperatur rundt 800 grader som gir en kirsebærfarge. Deretter kjøles det raskt ned i olje eller vann til under 100 grader. Dette er en stor påkjenning for jernet som raskt krymper. Ved herdingen blir stålet svært hardt og sprøtt. En god test på en vellykket herding er å forsøke seg med en fil på eggen. Dersom fila ikke tar, er herdingen god.
Herdingen gir et gråaktig stål som til tømrerarbeid ville vært for sprøtt. Ved hugging ville en risikere at bilen blir ødelagt. Stålet må derfor anløpes. Dette gjøres ved en forsiktig oppvarming til noe over 200 grader. Stålet endrer da egenskaper til å bli noe seigere. Dette kan gjøres på en oppvarmet stålplate eller i steikeovnen! Anløpingen gir stålet en gulaktig farge og også gjør det mulig å file opp stålet.


